


 32-60-FRESA ESPECIAL HSSE8% DIN1833A-N ANGULAR-
32-60-FRESA ESPECIAL HSSE8% DIN1833A-N ANGULAR-
{kind=link}

{kind=link}

{kind=link}
{kind=link}
{kind=link}
{kind=link}

{kind=link}

{kind=link}
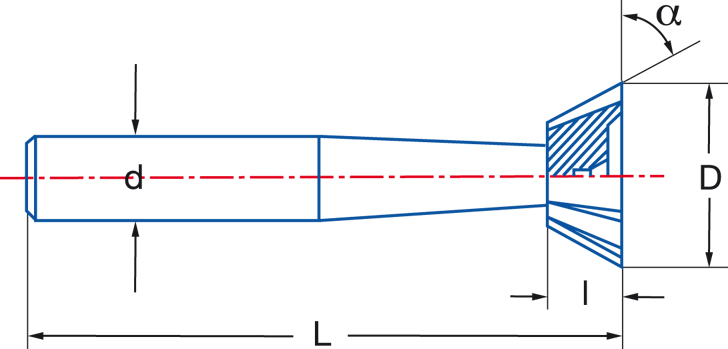
16-45-SHANK-TOOL SPECIAL HSSE8% DIN1833A-N ANGLE-TIALSIN

- 1833 A
- N
- HSSE 8% Co
- TIALSIN
- 16.00
- 12.00
- 60.00
- 4.00
- 8
- Flat
- 3859
- 1
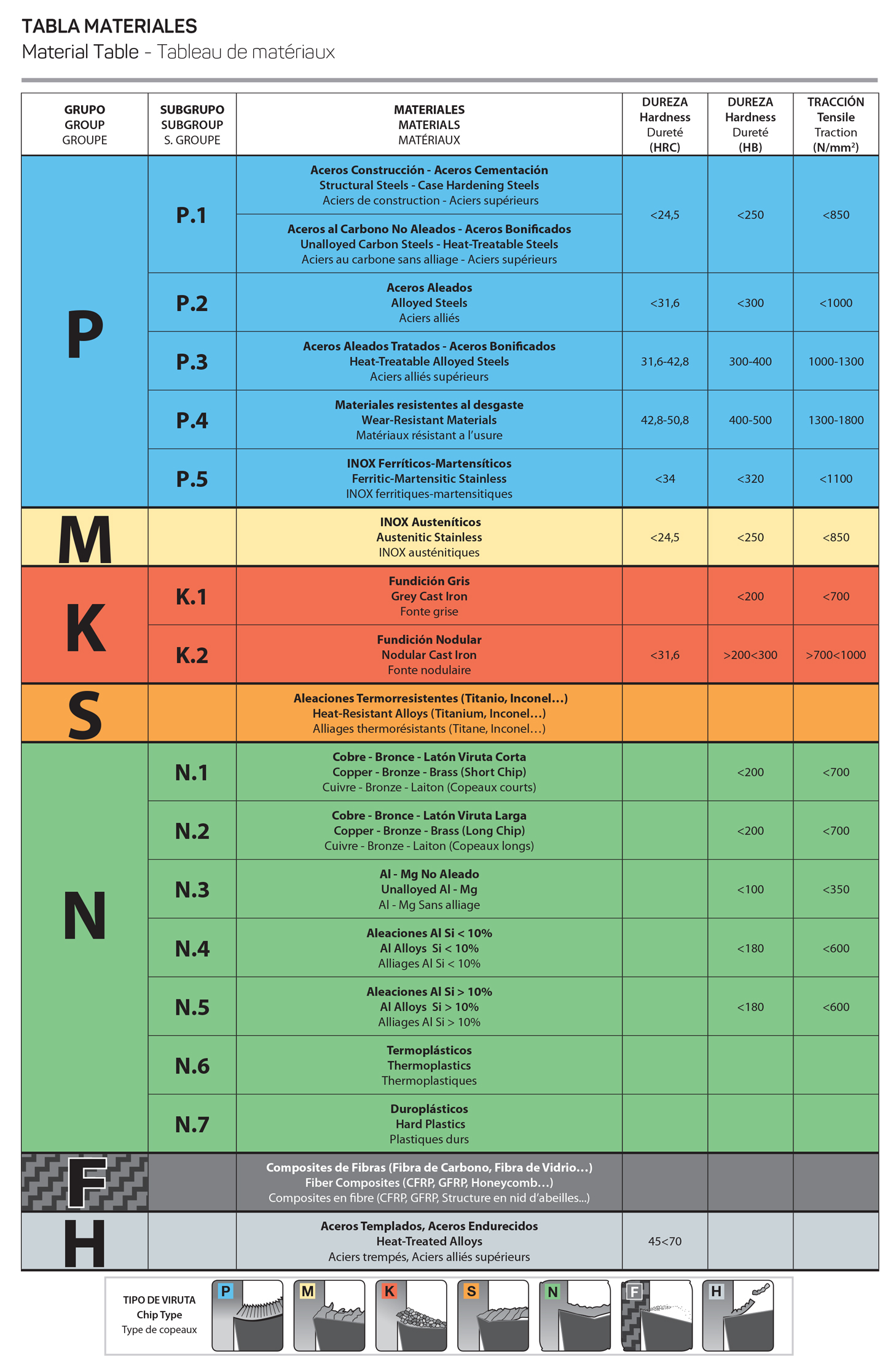
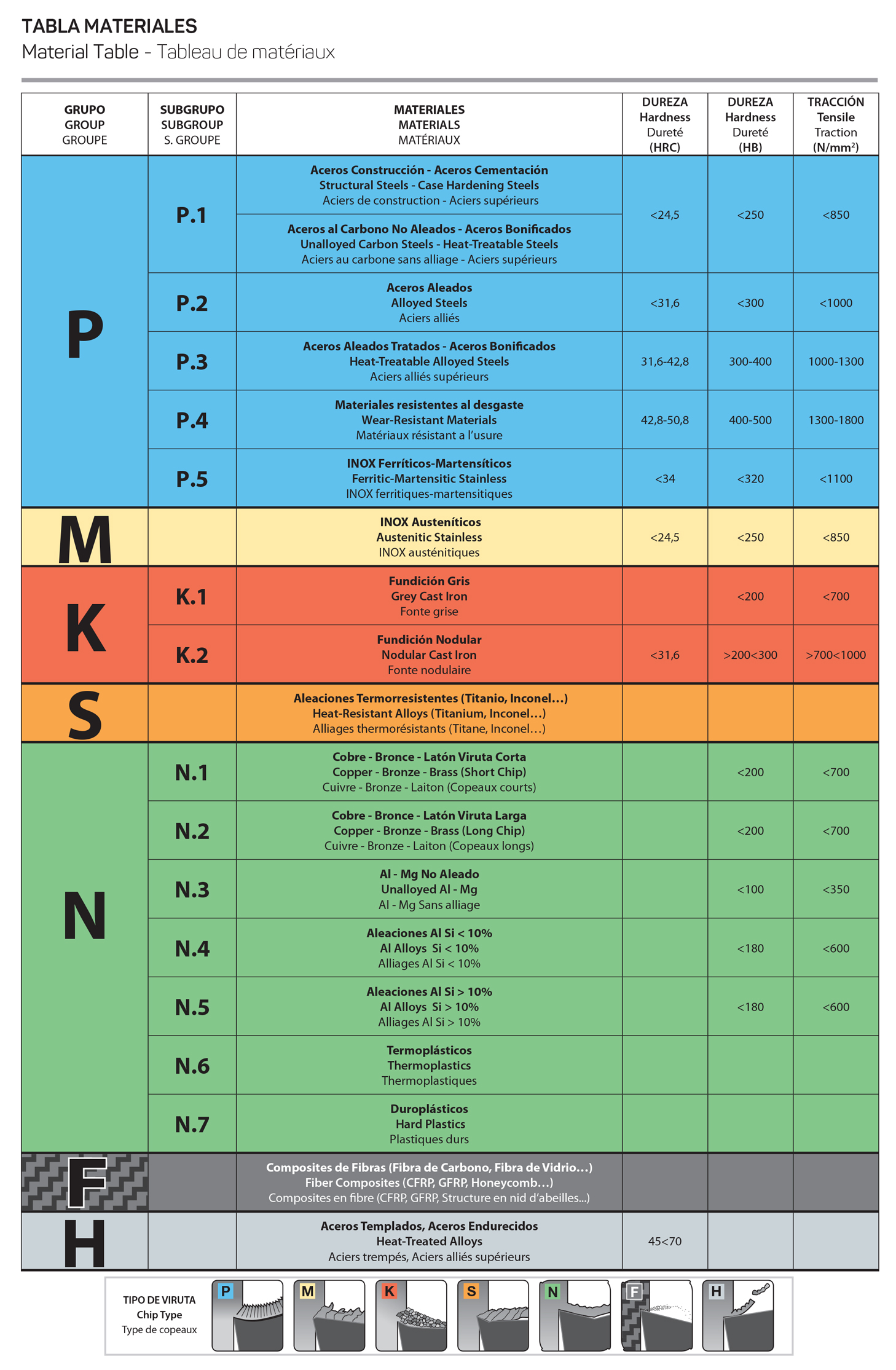
- Aluminium-Magnesium
- Copper-Bronze-Brass
- Cast Iron
- Steel
- Alloys Al-Mg Si > 10% (<180 HB / <600 N/mm2)
- Alloys Al-Mg Si < 10% (<180 HB / <600 N/mm2)
- Al-Mg non-alloyed (<100 HB / <350 N/mm2)
- Long Chip Copper-Bronze-Brass (<200 HB / <700 N/mm2)
- Short Chip Copper-Bronze-Brass (<200 HB / <700 N/mm2)
- Cast Iron (200-300 HB / 700-1000 N/mm2)
- Cast Iron (<200 HB / <700 N/mm2)
- Alloyed Steel (<300 HB / <1000 N/mm2)
- Cast Iron
1.1 Construction / Carbon Steel (<250 HB/<850 N/mm2) Feed (mm/rev.) 0,100 Cutting Speed (m/min.) 28-40
1.2 Alloyed Steel (<300 HB / <1000 N/mm2) Feed (mm/rev.) 0,100 Cutting Speed (m/min.) 20-25
3.1 Cast Iron (<200 HB / <700 N/mm2) Feed (mm/rev.) 0,100 Cutting Speed (m/min.) 20-25
3.2 Cast Iron (200-300 HB / 700-1000 N/mm2) Feed (mm/rev.) 0,100 Cutting Speed (m/min.) 16-25
5.1 Short Chip Copper-Bronze-Brass (<200 HB / <700 N/mm2) Feed (mm/rev.) 0,100 Cutting Speed (m/min.) 80-130
5.2 Long Chip Copper-Bronze-Brass (<200 HB / <700 N/mm2) Feed (mm/rev.) 0,100 Cutting Speed (m/min.) 80-130
6.1 Al-Mg non-alloyed (<100 HB / <350 N/mm2) Feed (mm/rev.) 0,100 Cutting Speed (m/min.) 190-240
6.2 Al-Mg Si < 10% Alloy (<180 HB / <600 N/mm2) Feed (mm/rev.) 0,100 Cutting Speed (m/min.) 190-240
6.3 Al-Mg Si > 10% Alloy (<180 HB / <600 N/mm2) Feed (mm/rev.) 0,100 Cutting Speed (m/min.) 60-90