


 20X20X125-R-M20-BARRA SOLDADA ISO1 DIN4971-
20X20X125-R-M20-BARRA SOLDADA ISO1 DIN4971-

{kind=link}
{kind=link}
{kind=link}

{kind=link}
12X12X100-R-P20-BRAZED TOOL ISO1 DIN4971

- 4971
- Carbide
- 100.00
- 1
- P-20
- R
- 12.00
- 12.00
- 1
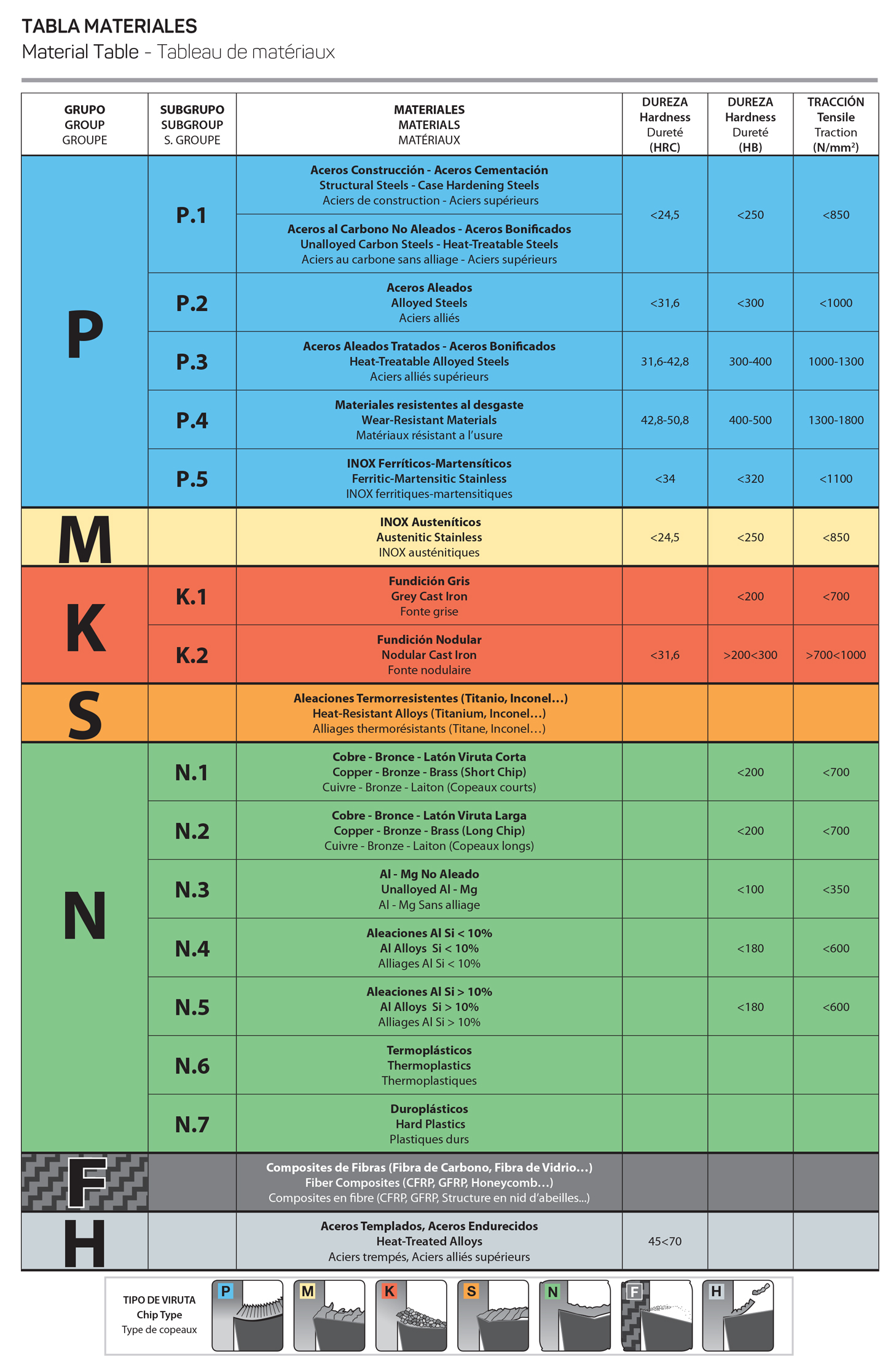
- Cast Iron
- Stainless
- Steel
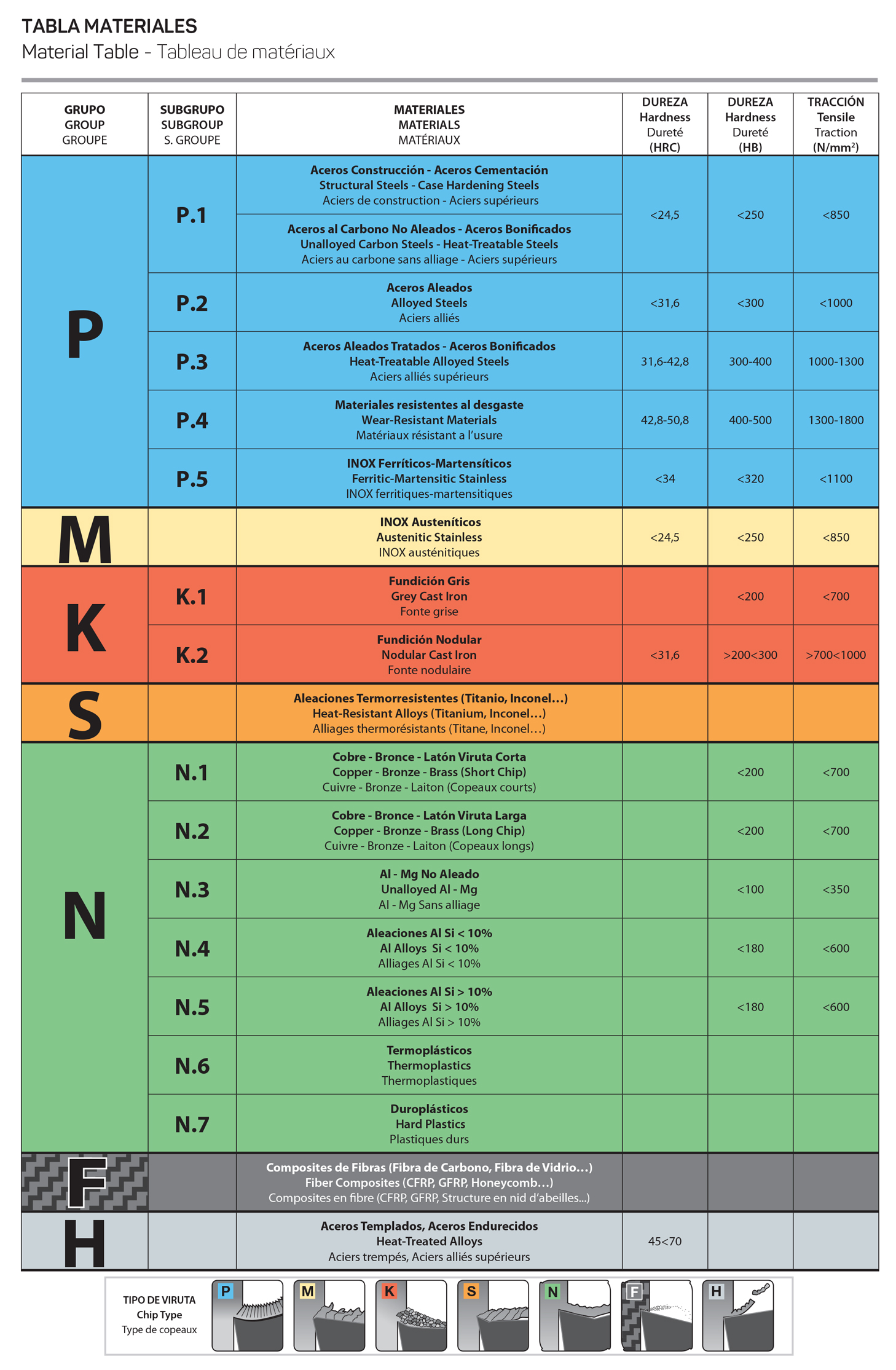
- Cast Iron (200-300 HB / 700-1000 N/mm2)
- Cast Iron (<200 HB / <700 N/mm2)
- Ferritic / Martensitic Stainless (<320 HB / <850 N/mm2)
- Austenitic Stainless (<250 HB / <850 N/mm2)
- Treated / Heat-Treatable Alloyed Steel (300-400 HB / 1000-1300 N/mm2)
- Alloyed Steel (<300 HB / <1000 N/mm2)
- Construction / Carbon Steel (<250 HB / <850 N/mm2)
1.1 Construction / Carbon Steel (<250 HB/<850 N/mm2) Feed (mm/rev.) 0,1-1,2 Cutting Speed (m/min.) 160-100-60
1.2 Alloyed Steel (<300 HB / <1000 N/mm2) Feed (mm/rev.) 0,1-1,2 Cutting Speed (m/min.) 140-80-40
1.3 Treated/Heat-Treatable Alloyed Steel (300-400HB/850-1300N/mm2) Feed (mm/rev.) 0,1-1,2 Cutting Speed (m/min.) 60-40-25
2.1 Austenitic Stainless (<250 HB / <850 N/mm2) Feed (mm/rev.) 0,1-1,2 Cutting Speed (m/min.) 50-40-24
2.2 Ferritic/Martensitic Stainless (320HB/<850 N/mm2) Feed (mm/rev.) 0,1-1,2 Cutting Speed (m/min.) 50-40-24
3.1 Cast Iron (<200 HB / <700 N/mm2) Feed (mm/rev.) 0,1-1,2 Cutting Speed (m/min.) 90-70-45
3.2 Cast Iron (200-300 HB / 700-1000 N/mm2) Feed (mm/rev.) 0,1-1,2 Cutting Speed (m/min.) 70-50-30
Comparative
