


 01,00 mm-MICRO BROCA GRANO UF CNC 5XD-TIALCN
01,00 mm-MICRO BROCA GRANO UF CNC 5XD-TIALCN

{kind=link}

{kind=link}

{kind=link}

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

{kind=link}
{kind=link}
00,40 mm-MICRO DRILL BIT K30F IZAR STD. CNC-TIALCN

- IZAR Std.
- K30F
- TIALCN
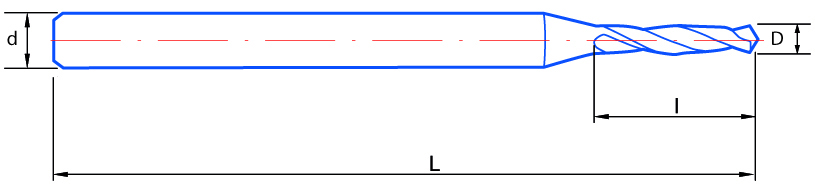
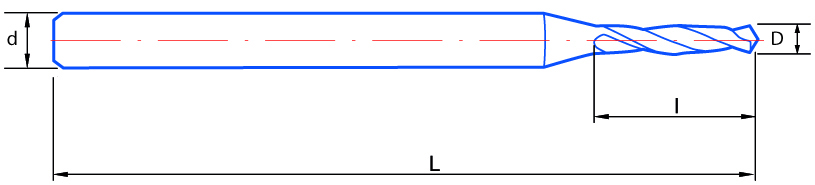
- 0.40
- 3.00
- 38.00
- 3.00
- 2
- 130º
- Flat
- 1
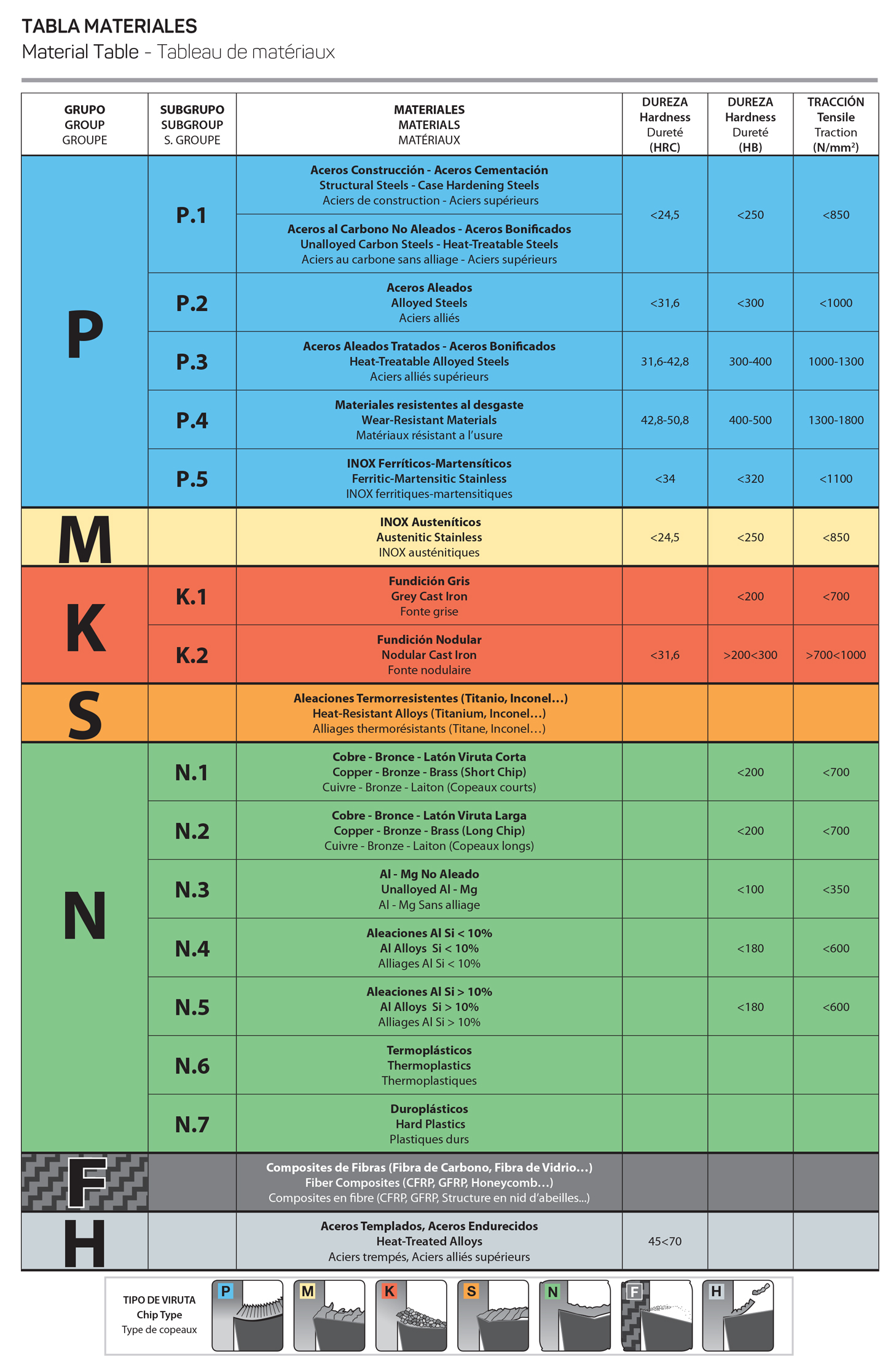
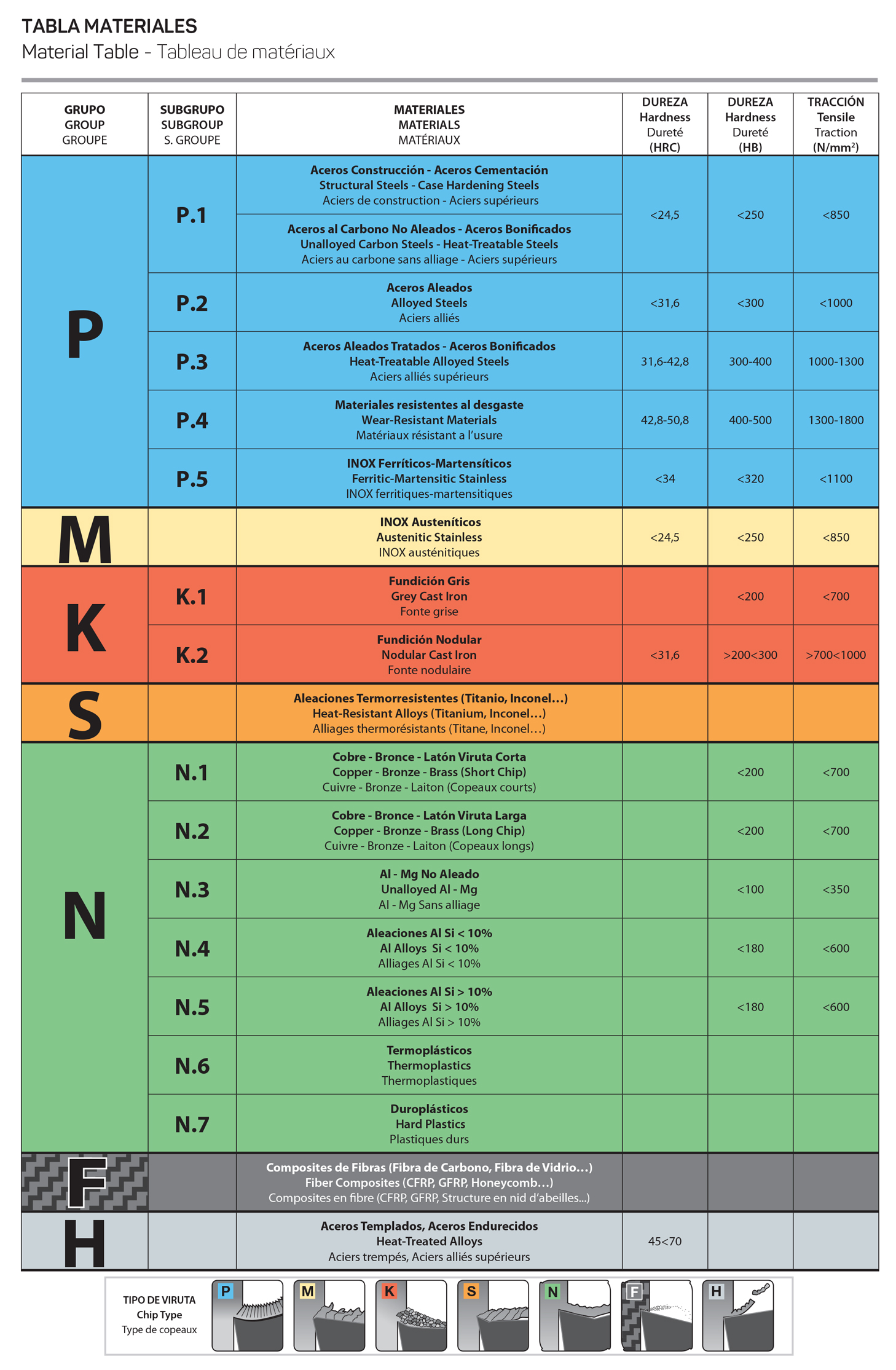
- Cast Iron
- Stainless
- Steel
- Cast Iron (200-300 HB / 700-1000 N/mm2)
- Cast Iron (<200 HB / <700 N/mm2)
- Ferritic / Martensitic Stainless (<320 HB / <850 N/mm2)
- Austenitic Stainless (<250 HB / <850 N/mm2)
- Treated / Heat-Treatable Alloyed Steel (300-400 HB / 1000-1300 N/mm2)
- Alloyed Steel (<300 HB / <1000 N/mm2)
- 45-55 HRC
- Construction / Carbon Steel (<250 HB / <850 N/mm2)
- 0.080-0.160
- 28-48
- 0.070-0.160
- 24-45
- 0.065-0.145
- 20-40
- 0.048-0.120
- 16-32
- 0.070-0.145
- 24-40
- 0.080-0.160
- 32-48
- 0.080-0.160
- 28-44
P.1 Construction / Carbon Steel (<250 HB/<850 N/mm2) Feed (mm/rev.) 0,090 Cutting Speed (m/min.) 90-110
P.2 Alloyed Steel (<300 HB / <1000 N/mm2) Feed (mm/rev.) 0,060 Cutting Speed (m/min.) 40-80
P.3 Treated/Heat-Treatable Alloyed Steel (300-400HB/850-1300N/mm2) Feed (mm/rev.)0,040 Cutting Speed (m/min.) 30-40
P.4 Hardox (400-500 HB / 1330-1600 N/mm2) Feed (mm/rev.) 0,030 Cutting Speed (m/min.) 15-30
M Austenitic Stainless (<250 HB / <850 N/mm2) Feed (mm/rev.) 0,035 Cutting Speed (m/min.) 35-45
P.5 Ferritic/Martensitic Stainless (320HB/<850 N/mm2) Feed (mm/rev.) 0,045 Cutting Speed (m/min.) 40-70
K.1 Cast Iron (<200 HB / <700 N/mm2) Feed (mm/rev.) 0,090 Cutting Speed (m/min.) 40-100
K.2 Cast Iron (200-300 HB / 700-1000 N/mm2) Feed (mm/rev.) 0,080 Cutting Speed (m/min.) 40-60
S Titanium Alloys Feed (mm/rev.) 0,040 Cutting Speed (m/min.) 30-40
N.1 Short Chip Copper-Bronze-Brass (<200 HB / <700 N/mm2) Feed (mm/rev.) 0,090 Cutting Speed (m/min.) 50-150
N.2 Long Chip Copper-Bronze-Brass (<200 HB / <700 N/mm2) Feed (mm/rev.) 0,090 Cutting Speed (m/min.) 50-150
N.3 Al-Mg non-alloyed (<100 HB / <350 N/mm2) Feed (mm/rev.) 0,090 Cutting Speed (m/min.) 80-300
N.4 Al-Mg Si < 10% Alloy (<180 HB / <600 N/mm2) Feed (mm/rev.) 0,090 Cutting Speed (m/min.) 80-300
N.5 Al-Mg Si > 10% Alloy (<180 HB / <600 N/mm2) Feed (mm/rev.) 0,090 Cutting Speed (m/min.) 60-150