


 06,00 mm-FRESA PMX DIN844N NZ-TIALN-TOP
06,00 mm-FRESA PMX DIN844N NZ-TIALN-TOP

{kind=link}

{kind=link}

{kind=link}
{kind=link}
{kind=link}

{kind=link}

{kind=link}
{kind=link}
{kind=link}

{kind=link}

{kind=link}
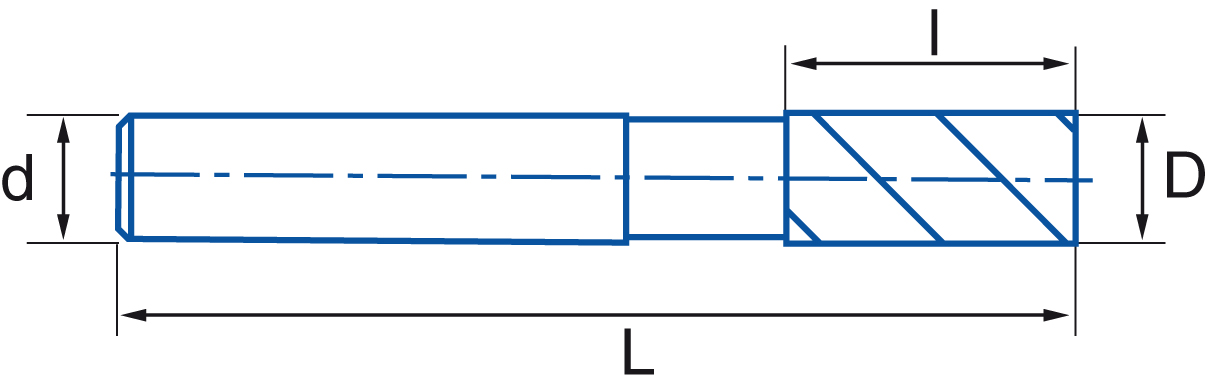
09,00 mm-END MILL PMX DIN844N NZ-TIALN-TOP

- 844
- N
- PMX
- TIALN-TOP
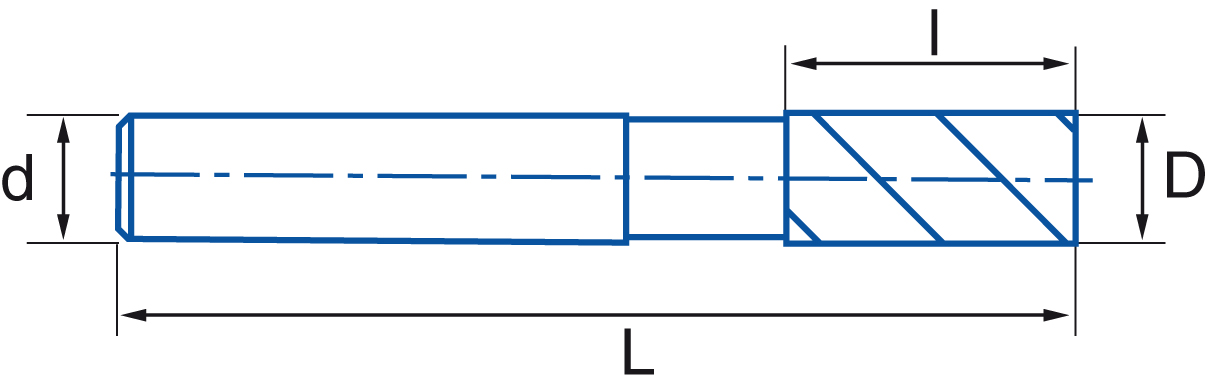
- 9.00
- 10.00
- 69.00
- 19.00
- 4
- 30º
- Weldon
- 1
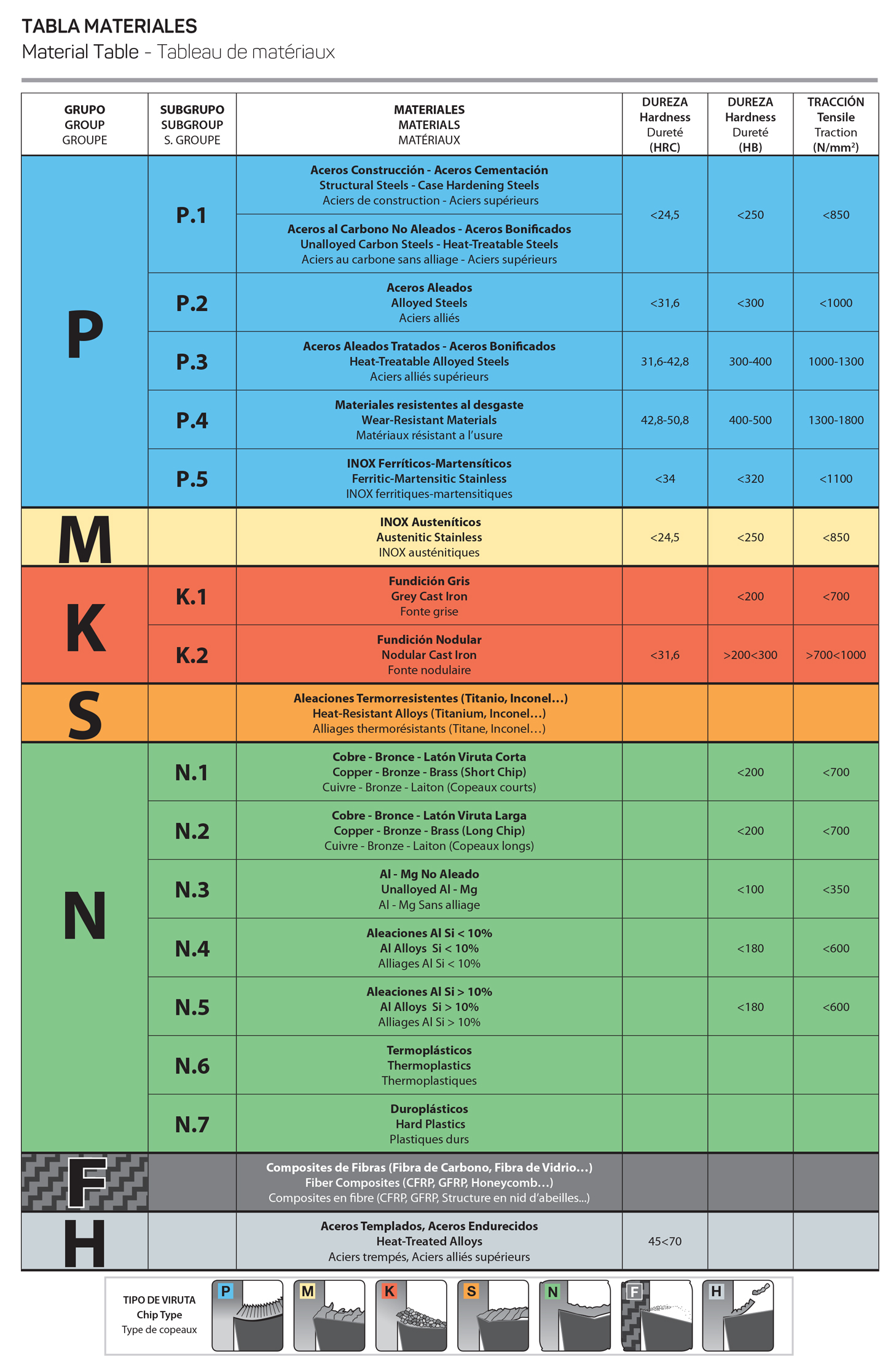
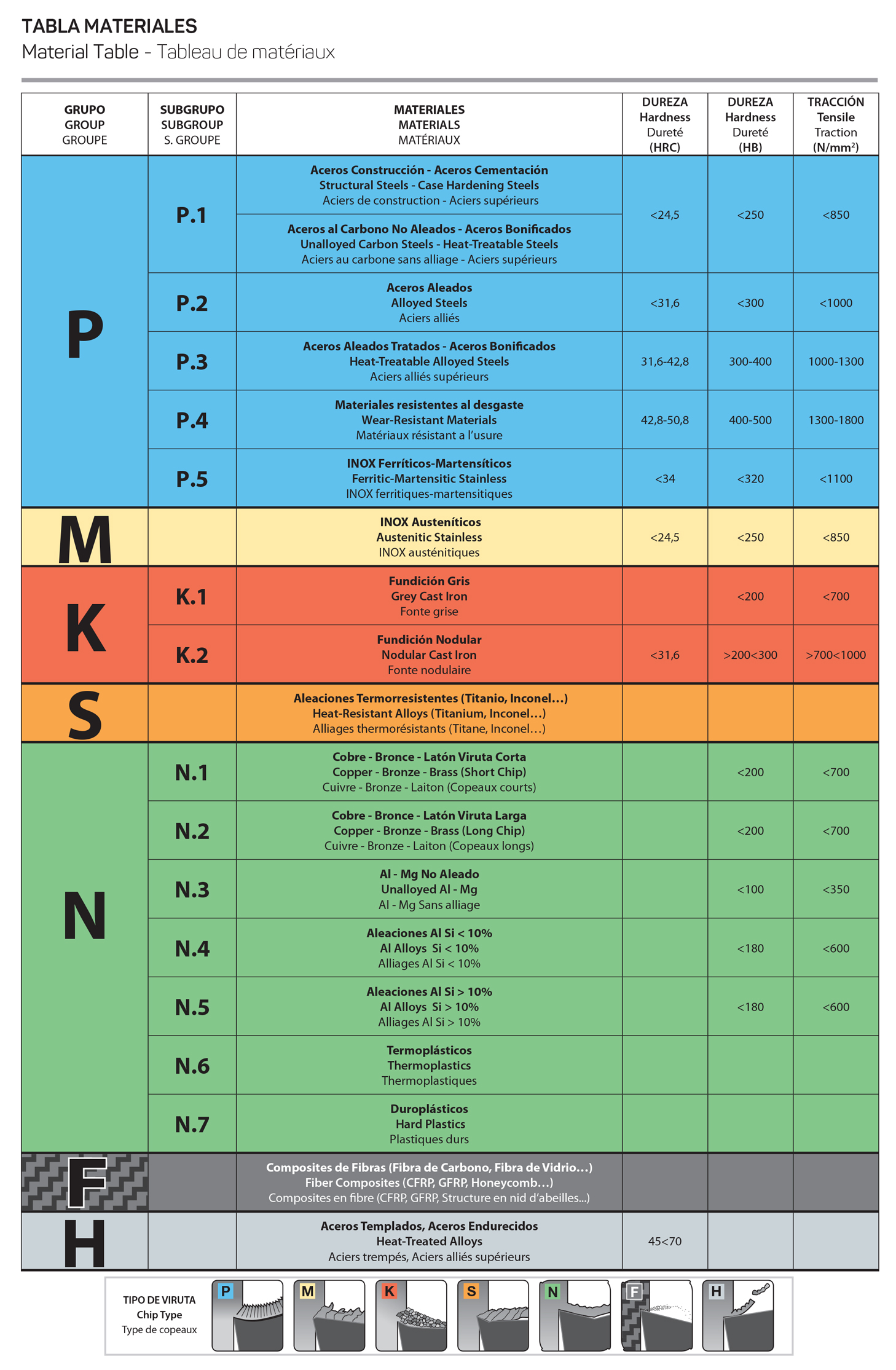
- Cast Iron
- Stainless
- Steel
- Alloyed Steel (<300 HB / <1000 N/mm2)
- Alloys Al-Mg Si > 10% (<180 HB / <600 N/mm2)
- Treated / Heat-Treatable Alloyed Steel (300-400 HB / 1000-1300 N/mm2)
- Austenitic Stainless (<250 HB / <850 N/mm2)
- Ferritic / Martensitic Stainless (<320 HB / <850 N/mm2)
- Cast Iron (<200 HB / <700 N/mm2)
- Cast Iron (200-300 HB / 700-1000 N/mm2)
- Titanium Alloys
- Short Chip Copper-Bronze-Brass (<200 HB / <700 N/mm2)
- Alloys Al-Mg Si < 10% (<180 HB / <600 N/mm2)
- 0.058
- 45-75
- 0.052
- 20-35
- 0.052
- 20-35
- 0.052
- 0.058
- 35-65
- 0.058
- 35-65
- 0.077
- 30-45
- 0.077
- 110-210
- 0.077
- 290-420
- 90-170
P.2 Alloyed Steel (<300 HB / <1000 N/mm2) Feed (mm/rev.) 0,058 Cutting Speed (m/min.) 45-75
P.3 Treated/Heat-Treatable Alloyed Steel (300-400HB/1000-1300N/mm2) Feed (mm/rev.)0,052 Cutting Speed (m/min.) 20-35
M Austenitic Stainless (<250 HB / <850 N/mm2) Feed (mm/rev.) 0,052 Cutting Speed (m/min.) 20-35
P.5 Ferritic/Martensitic Stainless (320HB/<850 N/mm2) Feed (mm/rev.) 0,052 Cutting Speed (m/min.) 30-45
K.1 Cast Iron (<200 HB / <700 N/mm2) Feed (mm/rev.) 0,058 Cutting Speed (m/min.) 35-65
K.2 Cast Iron (200-300 HB / 700-1000 N/mm2) Feed (mm/rev.) 0,058 Cutting Speed (m/min.) 35-65
S Heat-Resistant Alloys Feed (mm/0,077 Cutting Speed (m/min.) 30-45
N.1 Short Chip Copper-Bronze-Brass (<200 HB / <700 N/mm2) Feed (mm/rev.) 0,077 Cutting Speed (m/min.) 110-210
N.4 Al-Mg Si < 10% Alloy (<180 HB / <600 N/mm2) Feed (mm/rev.) 0,077 Cutting Speed (m/min.) 290-420
N.5 Al-Mg Si > 10% Alloy (<180 HB / <600 N/mm2) Feed (mm/rev.) 0,058 Cutting Speed (m/min.) 90-170