


 32,00 mm-FRESA PMX DIN844N LARGA NZ-TIALN-TOP
32,00 mm-FRESA PMX DIN844N LARGA NZ-TIALN-TOP

{kind=link}

{kind=link}

{kind=link}
{kind=link}
{kind=link}

{kind=link}

{kind=link}
{kind=link}
{kind=link}

{kind=link}

{kind=link}
Ref.: 6606
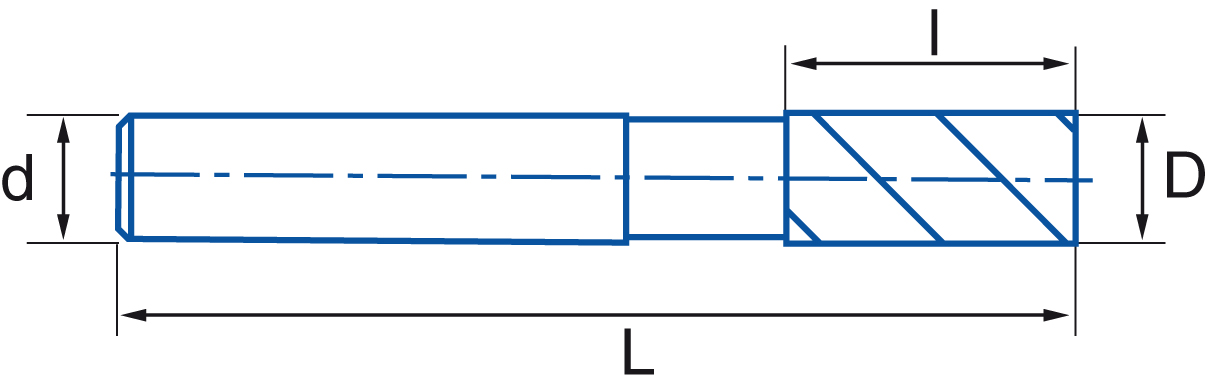
20,00 mm-END MILL PMX DIN844N LONG NZ-TIALN-TOP
Product Code: 45562
TECHNICAL DETAILS:
DIN 
COM_VIRTUEMART_335936
- 844
DIN Type
COM_VIRTUEMART_336123
- N
Tool Mat
COM_VIRTUEMART_336055
- PMX
Coating
COM_VIRTUEMART_336103
- TIALN-TOP
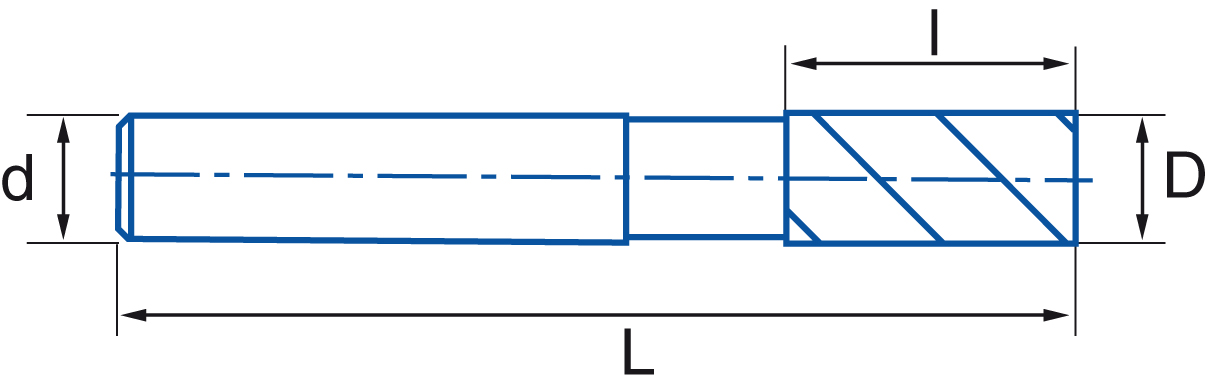
D mm
COM_VIRTUEMART_335920
- 20.00
d mm
COM_VIRTUEMART_335925
- 20.00
L mm
COM_VIRTUEMART_336001
- 141
l mm
COM_VIRTUEMART_336002
- 75.00
Z
COM_VIRTUEMART_336171
- 4
Helix Angle
COM_VIRTUEMART_335881
- 30º
Shank
COM_VIRTUEMART_336020
- Weldon
Uds Pack
COM_VIRTUEMART_336156
- 1
APPLICATION
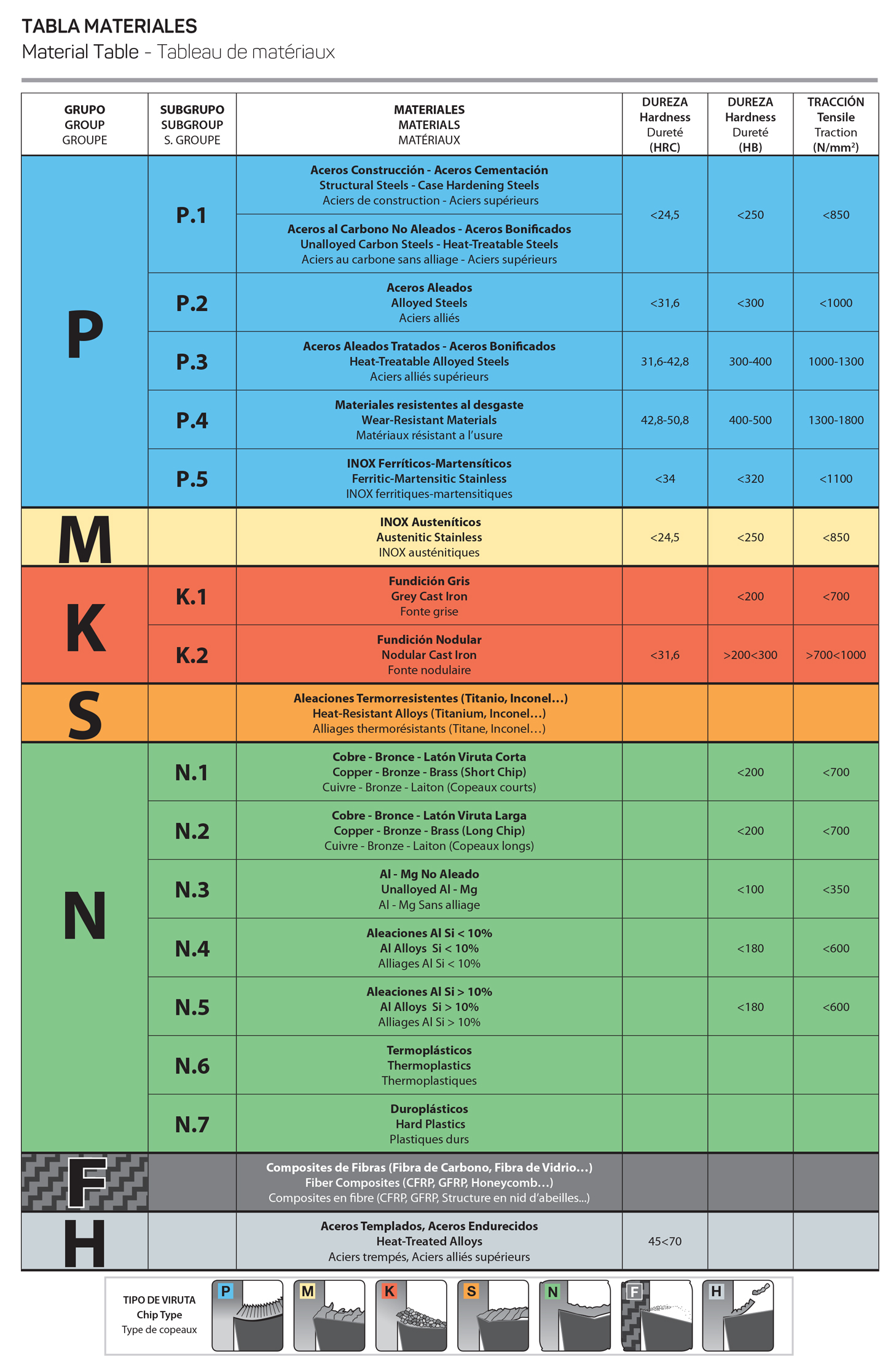
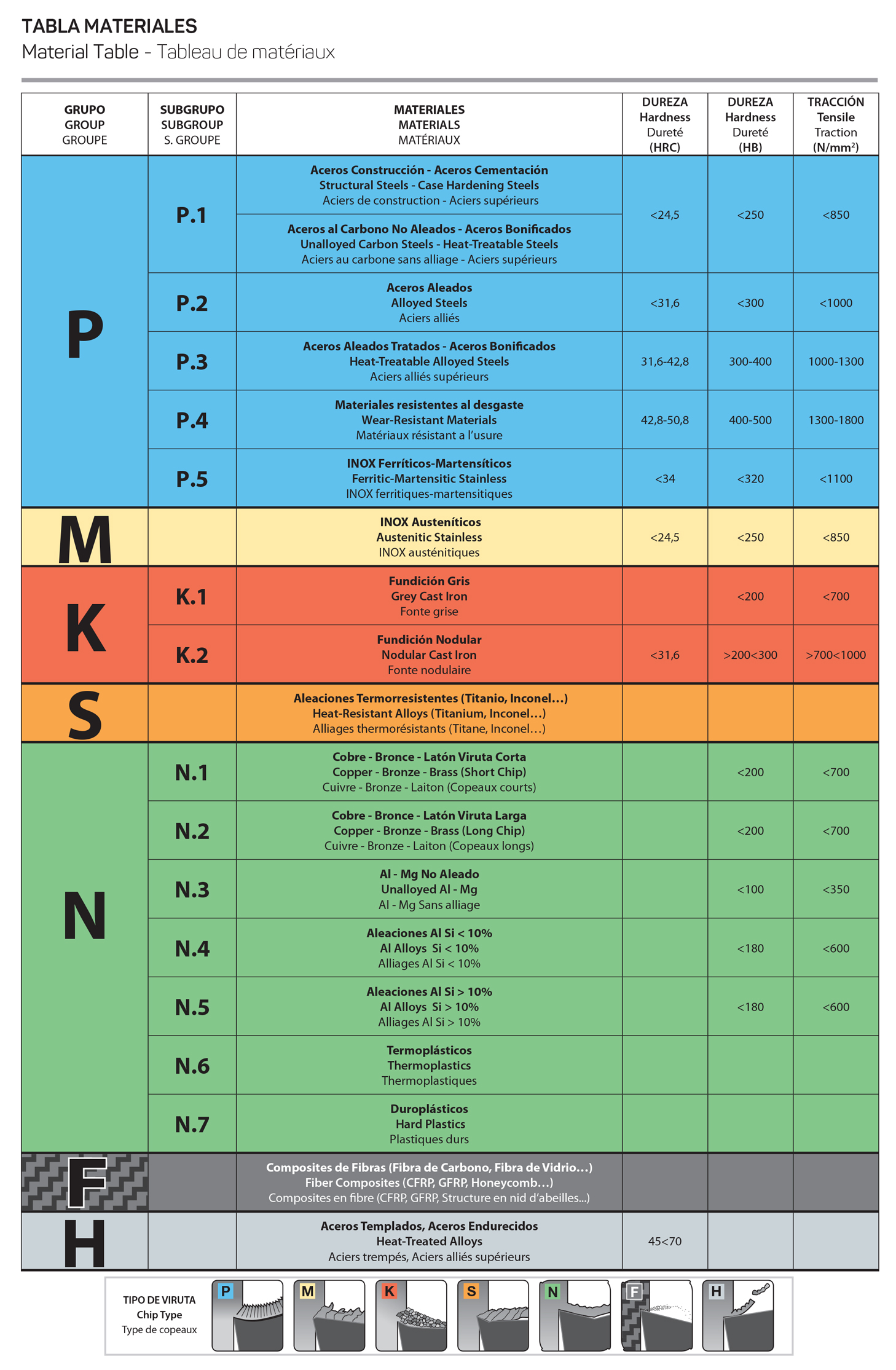
Group
COM_VIRTUEMART_335978
- Cast Iron
- Stainless
- Steel
Mat
COM_VIRTUEMART_336022
- Alloyed Steel (<300 HB / <1000 N/mm2)
- Alloys Al-Mg Si > 10% (<180 HB / <600 N/mm2)
- Treated / Heat-Treatable Alloyed Steel (300-400 HB / 1000-1300 N/mm2)
- Austenitic Stainless (<250 HB / <850 N/mm2)
- Ferritic / Martensitic Stainless (<320 HB / <850 N/mm2)
- Cast Iron (<200 HB / <700 N/mm2)
- Cast Iron (200-300 HB / 700-1000 N/mm2)
- Titanium Alloys
- Short Chip Copper-Bronze-Brass (<200 HB / <700 N/mm2)
- Alloys Al-Mg Si < 10% (<180 HB / <600 N/mm2)
P.2 Alloyed Steel (<300 HB / <1000 N/mm2) Feed (mm/rev.)
COM_VIRTUEMART_335807
- 0.115
Cutting Speed (m/min.)
COM_VIRTUEMART_335809
- 45-75
P.3 Treated/Heat-Treatable Alloyed Steel (300-400HB/1000-1300N/mm2) Feed (mm/rev.)
COM_VIRTUEMART_335811
- 0.075
Cutting Speed (m/min.)
COM_VIRTUEMART_335813
- 20-35
M Austenitic Stainless (<250 HB / <850 N/mm2) Feed (mm/rev.)
COM_VIRTUEMART_335818
- 0.075
Cutting Speed (m/min.)
COM_VIRTUEMART_335820
- 20-35
P.5 Ferritic/Martensitic Stainless (320HB/<850 N/mm2) Feed (mm/rev.)
COM_VIRTUEMART_335822
- 0.075
Cutting Speed (m/min.)
COM_VIRTUEMART_335824
K.1 Cast Iron (<200 HB / <700 N/mm2) Feed (mm/rev.)
COM_VIRTUEMART_335826
- 0.115
Cutting Speed (m/min.)
COM_VIRTUEMART_335828
- 35-65
K.2 Cast Iron (200-300 HB / 700-1000 N/mm2) Feed (mm/rev.)
COM_VIRTUEMART_335830
- 0.115
Cutting Speed (m/min.)
COM_VIRTUEMART_335832
- 35-65
COM_VIRTUEMART_335834
COM_VIRTUEMART_335834
- 0.150
S Vc
COM_VIRTUEMART_335836
- 30-45
N.1 mm/rev.
COM_VIRTUEMART_335838
- 0.150
N.1 Vc
COM_VIRTUEMART_335840
- 110-210
N.4 mm/rev.
COM_VIRTUEMART_335850
- 0.150
N.4 Vc
COM_VIRTUEMART_335852
- 290-420
COM_VIRTUEMART_335856
COM_VIRTUEMART_335856
- 90-170
P.2 Alloyed Steel (<300 HB / <1000 N/mm2) Feed (mm/rev.) 0,115 Cutting Speed (m/min.) 45-75
P.3 Treated/Heat-Treatable Alloyed Steel (300-400HB/1000-1300N/mm2) Feed (mm/rev.)0,075 Cutting Speed (m/min.) 20-35
M Austenitic Stainless (<250 HB / <850 N/mm2) Feed (mm/rev.) 0,075 Cutting Speed (m/min.) 20-35
P.5 Ferritic/Martensitic Stainless (320HB/<850 N/mm2) Feed (mm/rev.) 0,075 Cutting Speed (m/min.) 30-45
K.1 Cast Iron (<200 HB / <700 N/mm2) Feed (mm/rev.) 0,115 Cutting Speed (m/min.) 35-65
K.2 Cast Iron (200-300 HB / 700-1000 N/mm2) Feed (mm/rev.) 0,115 Cutting Speed (m/min.) 35-65
S Heat-Resistant Alloys Feed (mm/0,150 Cutting Speed (m/min.) 30-45
N.1 Short Chip Copper-Bronze-Brass (<200 HB / <700 N/mm2) Feed (mm/rev.) 0,150 Cutting Speed (m/min.) 110-210
N.4 Al-Mg Si < 10% Alloy (<180 HB / <600 N/mm2) Feed (mm/rev.) 0,150 Cutting Speed (m/min.) 290-420
N.5 Al-Mg Si > 10% Alloy (<180 HB / <600 N/mm2) Feed (mm/rev.) 0,115 Cutting Speed (m/min.) 90-170